数控编程、车铣复合加工、普车操作、Mastercam软件应用、机械行业最新动态、生产工艺详解、加工中心操作、模具设计与制造、以及数控技术等前沿资讯,尽在本平台!
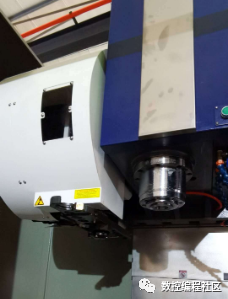 故障表现:在某龙门式加工中心进行机械手自动换刀操作时,由于主轴无法转动,导致换刀操作失败。无论是在MDI还是AUTO模式下,主轴均无法正常旋转,且设备没有任何报警或提示信息。
故障表现:在某龙门式加工中心进行机械手自动换刀操作时,由于主轴无法转动,导致换刀操作失败。无论是在MDI还是AUTO模式下,主轴均无法正常旋转,且设备没有任何报警或提示信息。
故障分析与解决方法设备故障通常可以分为硬件故障、软件故障(如参数设置、PLC程序等)以及机械或电气故障。针对此设备主轴不转的现象,首先尝试恢复机床数据备份,但故障依然存在,基本排除了软件故障的可能性,因此更可能是硬件问题。接着,关闭主轴使能后,手动旋转主轴时运转正常,未发现机械卡死的现象,但一旦重新启用使能,主轴便停止运转。将主轴与电动机分离后,执行主轴正反转指令,电动机仍然不转。
从故障表现来看,由于问题发生在自动换刀过程中,任何一个步骤未完成(包括相应的检测信号)都会影响后续操作。因此,检查了“主轴紧刀完成”这一环节。经过现场排查,发现主轴松紧刀的机械动作正常,但主轴紧刀到位的传感器信号输入点I35.5的状态为0(正常状态应为1)。使用PLC诊断功能进一步检查,发现该传感器的电缆线已经断裂。更换电缆线后,故障完全排除,确认主轴不旋转的根本原因是紧刀到位信号异常。